2.加工条件
◆ 加工条件 ◆
・加工レベル:粗
電解条件
| 電極材料名 | ステンレス
|
| 電極形状 | 2mm diameter
|
| 電極その他 | ―
|
| 印加電圧 | ―
|
| 電流 | ―
|
| 電流密度 | 0.3A/cm2
|
| 加工間隙 | ―
|
| 電解溶液材料 | NaNO3
|
| 電解溶液濃度 | 20wt%
|
| 液流量 | ―
|
| 液温度 | ―
|
| pH | ―
|
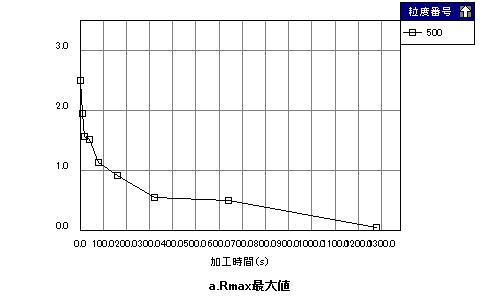
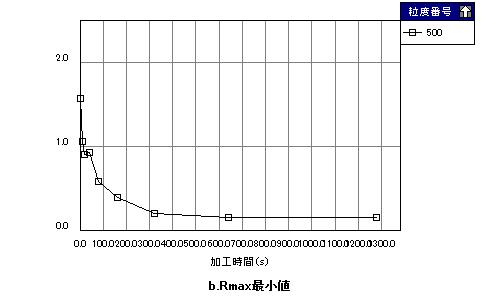
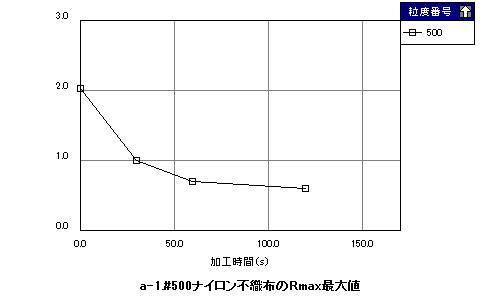
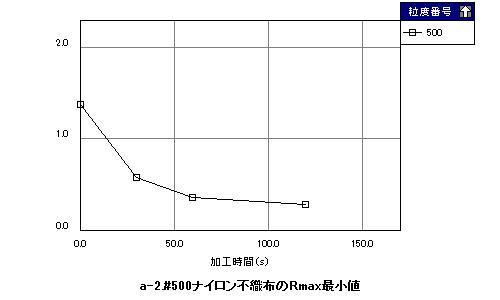
| 加工時間 | 120s
|
| 砥粒研磨条件
| 回転数 | 23rps
|
| 上下動振幅 | 8mm
|
| 上下動周期 | 7Hz
|
| 砥粒材質 | ―
|
| 砥粒径 | ―
|
| 砥粒量 | ―
|
| 研磨材 | ナイロン不織布
|
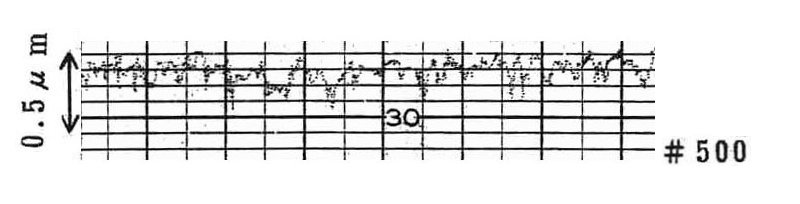
| 粒度番号 | 500
|
| 研磨材径 | ―
|
|
|
・加工レベル:中
電解条件
| 電極材料名 | ステンレス
|
| 電極形状 | 2mm diameter
|
| 電極その他 | ―
|
| 印加電圧 | ―
|
| 電流 | ―
|
| 電流密度 | 0.3A/cm2
|
| 加工間隙 | ―
|
| 電解溶液材料 | NaNO3
|
| 電解溶液濃度 | 20wt%
|
| 液流量 | ―
|
| 液温度 | ―
|
| pH | ―
|
| 加工時間 | 120s
|
| 砥粒研磨条件
| 回転数 | 23rps
|
| 上下動振幅 | 8mm
|
| 上下動周期 | 7Hz
|
| 砥粒材質 | ―
|
| 砥粒径 | ―
|
| 砥粒量 | ―
|
| 研磨材 | ナイロン不織布
|
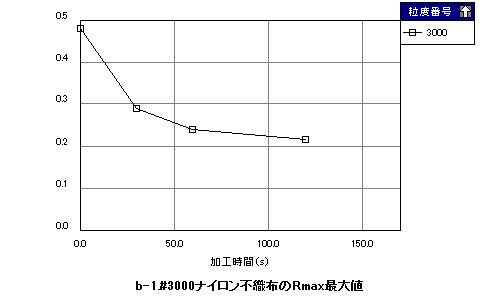
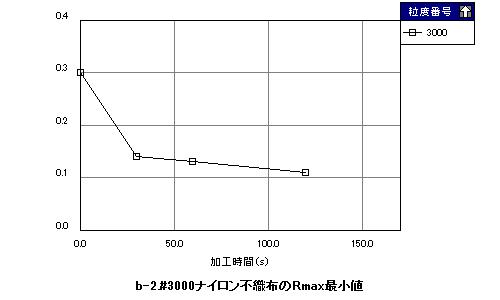
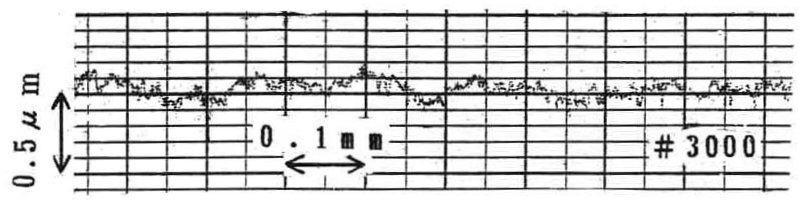
| 粒度番号 | 3000
|
| 研磨材径 | ―
|
|
|
・加工レベル:仕上げ
電解条件
| 電極材料名 | ステンレス
|
| 電極形状 | 2mm diameter
|
| 電極その他 | ―
|
| 印加電圧 | ―
|
| 電流 | ―
|
| 電流密度 | 0.3A/cm2
|
| 加工間隙 | ―
|
| 電解溶液材料 | NaNO3
|
| 電解溶液濃度 | 20wt%
|
| 液流量 | ―
|
| 液温度 | ―
|
| pH | ―
|
| 加工時間 | 120s
|
| 砥粒研磨条件
| 回転数 | 23rps
|
| 上下動振幅 | 8mm
|
| 上下動周期 | 7Hz
|
| 砥粒材質 | ―
|
| 砥粒径 | ―
|
| 砥粒量 | ―
|
| 研磨材 | ナイロン不織布
|
| 粒度番号 | 3000
|
| 研磨材径 | ―
|
|
|
◆ 装置図 ◆
工 具 | 
装 置
|