以下のような電解研磨の実験に基づく推奨条件が得られました。
推 奨 条 件
1.被削材
加工対象
加工目標
前加工
熱処理
平面曲面, アルミニウム材(A1050P-H18), JIS1000台(純アルミニウム)
光沢度
―
―
2.加工条件
◆ 加工条件 ◆
・加工レベル:—
電解条件
電極材料名
―
電極形状
110×70mm diameter
電極その他
―
印加電圧
―
電流
0.5A
電流密度
―
加工間隙
―
電解溶液材料
NaNO3
電解溶液濃度
1wt%
液流量
―
液温度
―
pH
―
加工時間
10パス
砥粒研磨条件
圧力
8kPa
送り速度
―
回転数
400rpm
圧延方向対研磨方向
砥粒材質
Al2O3
砥粒径
0.7um
砥粒量
1wt%
研磨材
発砲ウレタン材
粒度番号
―
研磨材径
―
◆ 装置図 ◆
装 置
分析テーマ「アルミニウム材の電解を利用した先進表面仕上げ技術」
加工に関わる実験グラフと解説
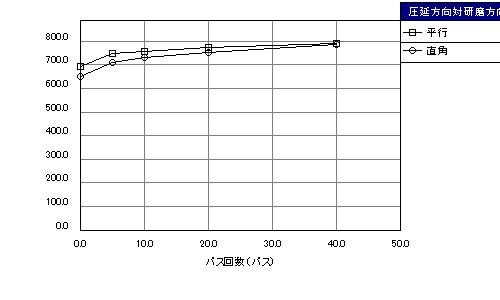
光沢度の時間変化の方向差
図は、研磨実験におけるパス回数の進行とともに圧延目が除去されて、方向による光沢度の差が次第に減少する状況を示す。図に示した電流値30mAの場合には40パス目で両方向の差がごく僅かに残っているが、40mAでは両者の値は全く一致する。以上の結果をふまえて、以下の実験については、圧延目に直角方向の実験結果のみを図示する。
図1.光沢度の時間変化の方向差
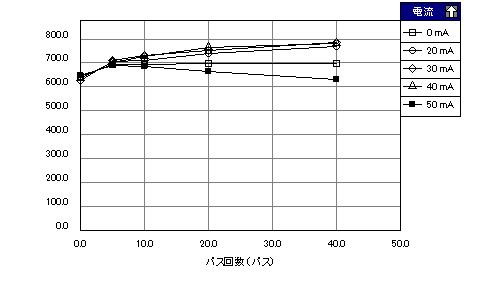
光沢度の時間変化に及ぼす電流の影響
図は、光沢度の時間変化を電流値をパラメータとして表示したものである。電解なしの場合には5パスで光沢度の上昇がほぼ停止する。一方、40mAまでの電解を付加した場合は、パス回数とともに光沢度が上昇し、無電解の場合と比較して大幅に光沢度が向上する。しかし、電流値50mAにおける加工では、5パス以降、光沢度は急速に悪化する。これは、電解砥粒研磨において砥粒による除去量に対して電流密度が過大になった場合によくみられる現象である。
図2.光沢度の時間変化に及ぼす電流の影響
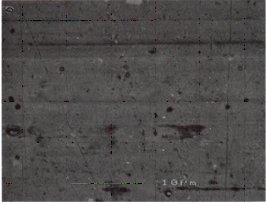
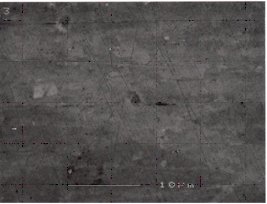
研磨前および各種電流値における加工面のSEM写真
図は研磨前、無電解、適性と考えられる電流値30mAと過大と考えられる電流値50mAにおける加工面のSEM写真である。50mAの写真では、過大電流密度の場合に加工面に多数の電解エッチピットが生じている状況が観察できる。図2において50mAの光沢度が悪化しているのは、このエッチピット発生が原因と考えられる。
研磨前
0mA
30mA
50mA
図3.研磨前および各種電流値における加工面のSEM写真
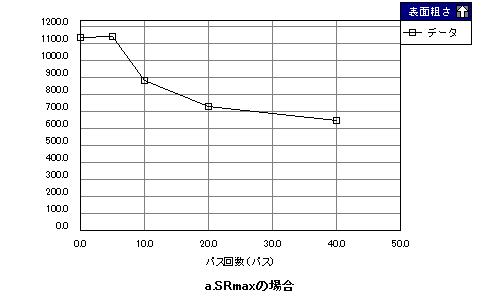
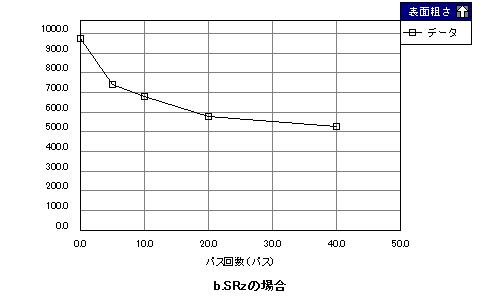
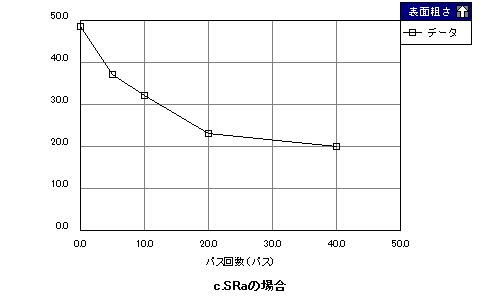
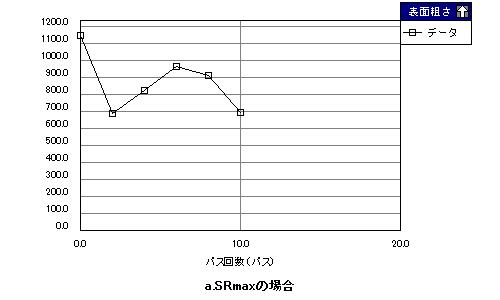
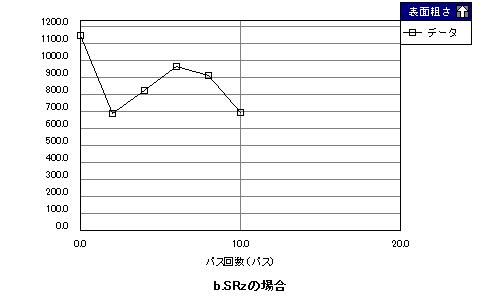
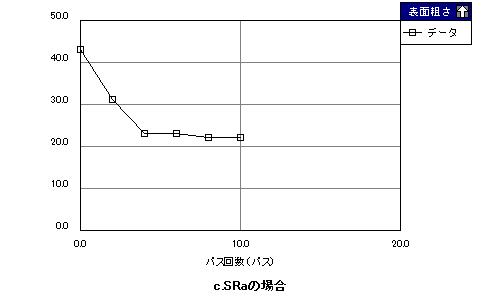
三次元表面粗さの時間変化(希薄液)
図は、図2の30mAの場合における、三次元表面粗さの時間変化を示す。カットオフ値は0.8mm、X方向の測定長4mm、測定ピッチはX、Yとも0.3umでY方向のライン数は10本である。三次元表面粗さSRa、SRz、SRmaxは、二次元表面粗さRa、Rz、Rmax(1ライン)を10ラインに拡張した値である。工作物が圧延材であることから、SRmax、SRzの値はY方向ライン数をかなり多くとらないとデータのばらつきが多いので、SRaの方が指標として安定している。Ra、Rzについてみると、約20パスで粗さは下限に近い値まで減少している。
図5.三次元表面粗さの時間変化(希薄液)
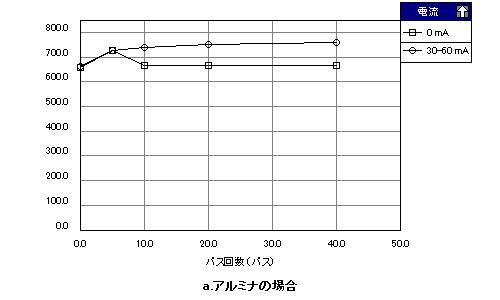
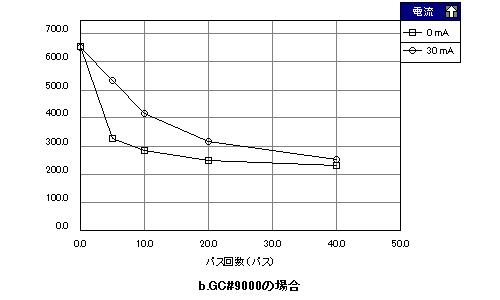
アルミナおよびGCによる加工特性
図は、平均砥粒0.7um(#9000相当)のアルミナ(α-Al2O3)およびGC砥粒による加工特性を示す。アルミナで電解をかけた場合、ジルコニア30mAよりも多少悪い程度のかなり高レベルの光沢度が得られた。GC砥粒の場合は、加工により光沢度が急速に悪化する。電解により、この傾向は多少緩和されるが、GCによる加工は全く成立しない。以上のような実験結果をふまえ、NaNO3水溶液の0.5、1、2、5wt%について、より効率的な加工条件を探索したところ、1wt%の溶液において良好な結果が得られた。
図6.アルミナおよびGCによる加工特性
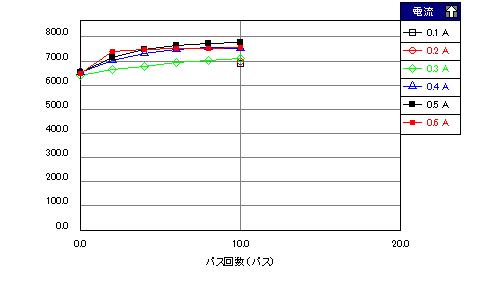
1wt%溶液における光沢度向上特性
図は、1wt%溶液における光沢度向上特性を示す。電流値0.5Aでは、10パスで図2における30mAの40パスに匹敵する光沢度779が得られ、これが最適条件と考えられる。電流値0.1A、0.2Aについては、除去速度のデータを得るため、10パス連続加工のみ行った結果を記入してある。
図7.1wt%溶液における光沢度向上特性
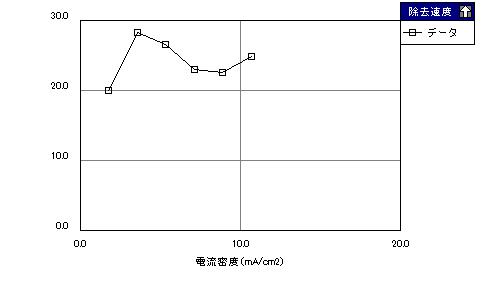
除去速度に及ぼす電流密度の影響
図は、1wt%溶液における除去速度と電流密度の関係を示す。図3の0.03wt%溶液の場合と比較して除去速度は約20倍になっており、アルミナ砥粒による機械的除去量と電解溶出量の比は1:2程度であると試算される。
図8.除去速度に及ぼす電流密度の影響
三次元表面粗さの時間変化(1wt%液)
図は、0.5Aの場合の三次元表面粗さの時間変化を示す。除去量の観点でみると、図5の40パスでの約40nmに相当するのは2パスである。この時点でのSRaは30nmであり、図5の20nmレベルに到達するのは4パス以降である。希薄液では、電解がほとんど除去速度に寄与しないのに対し、1%液では除去速度の約70%を電解溶出に依存している。除去機構を考えると、砥粒による機械的除去の方が電解溶出よりも凸部選択特性が良い。したがって、同一除去量の時点を比較すると、希薄液による加工の方が表面粗さ改善が進行していることになる。
図10.三次元表面粗さの時間変化(1wt%液)
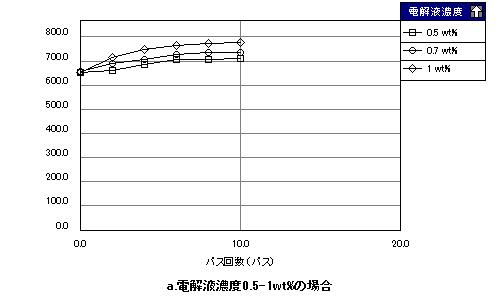
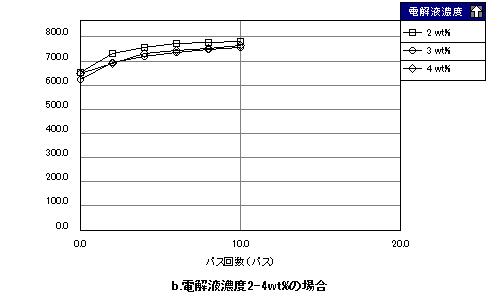
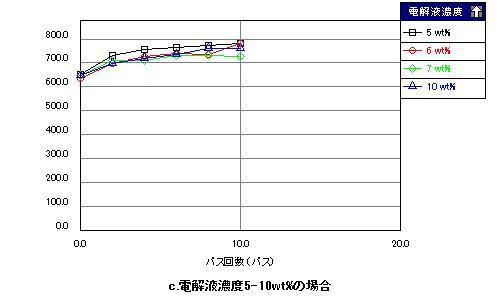
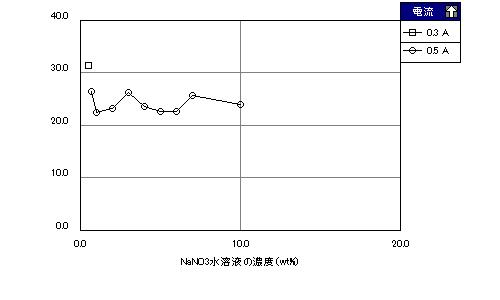
各種電解液濃度における光沢度の改善特性(電流値0.5A)
図は、各種濃度の電解液による電流値0.5Aにおける光沢度改善特性を示す。
図11.各種電解液濃度における光沢度の改善特性(電流値0.5A)
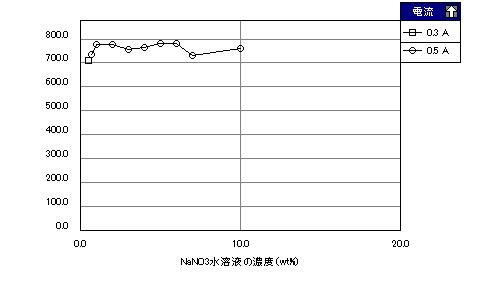
電解液濃度が最高光沢度に及ぼす影響
図10について各電解液濃度の最高光沢度をまとめた結果を図に示す。
図12.電解液濃度が最高光沢度に及ぼす影響
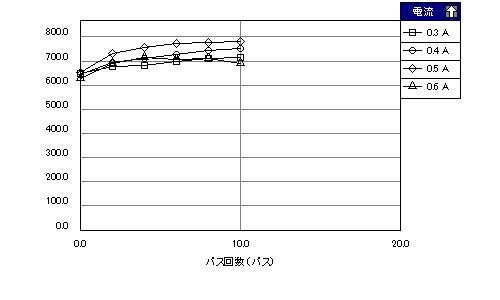
2wt%溶液における光沢度向上特性
図は2wt%溶液における光沢度向上特性を示す。図7の1wt%の場合と比較すると0.4Aにおける光沢度が少なくなっており、最高値の0.5Aを目標に制御を行う場合の安定性が悪い。また、わざわざ2倍の濃度の電解液を使用する意味もない。5wt%溶液の場合もやはり0.4Aの光沢度が悪い。したがって、最高光沢度を得られる濃度3種類のうちでも1wt%の場合がベストと選択される。
図13.2wt%溶液における光沢度向上特性
電解液濃度が除去速度濃度に及ぼす影響
図は図11で最高光沢度が得られた場合の除去速度を示す。高い光沢度が得られる1wt%および5wt%において除去速度が極小値をとる傾向が認められ、光沢度と除去速度の間の関連性が示唆されている。
図14.電解液濃度が除去速度濃度に及ぼす影響