以下のような電解研磨の実験に基づく推奨条件が得られました。
推 奨 条 件
1.被削材
加工対象
加工目標
前加工
熱処理
平面曲面, ステンレス(SUS304)
除去量(キズ取り)
―
BA
2.加工条件
◆ 加工条件 ◆
・加工レベル:—
電解条件
電極材料名
―
電極形状
110×70mm diameter
電極その他
―
印加電圧
―
電流
―
電流密度
0mA/cm2
加工間隙
3mm
電解溶液材料
NaNO3
電解溶液濃度
20wt%
液流量
―
液温度
―
pH
―
加工時間
―
砥粒研磨条件
圧力
7.7kPa
送り速度
12mm/s
回転数
450rpm
圧延方向対研磨方向
砥粒材質
―
砥粒径
―
砥粒量
―
研磨材
ナイロン不織布
粒度番号
600
研磨材径
125mm
◆ 装置図 ◆
装 置
分析テーマ「ステンレス材(SUS304 BA)の電解砥粒鏡面研磨」
加工に関わる実験グラフと解説
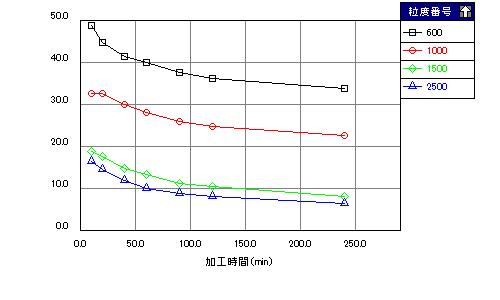
砥粒粒度による研磨能率の差違
図は、電解を複合しない場合における砥粒粒度ごとの加工速度の差異を示す。時間とともに加工速度が低下するのは、不織布の構造に由来し、構成要素であるナイロン糸自体の特性とは関係ない。この不織布は元来、乾式で使用し、目詰まりのため短時間で廃棄するのが常であり、温式で長時間使用する用途は考慮されていない。大きなうねりを除去する能力においてはウレタン研磨材より優れている。ワークの角部による損傷がなければ、ナイロン糸の磨耗に起因する厚さ減少のため交換にいたるのには数時間から10数時間の余裕がある。
図1.砥粒粒度による研磨能率の差違
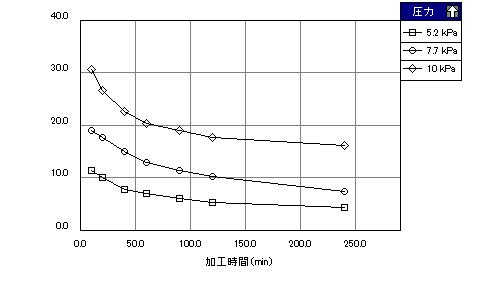
押付圧が加工速度に及ぼす影響
図は、加工速度に及ぼす押付圧の影響を示す。加工速度は押付圧とともに増大するが、これは作用する砥粒数の増大による影響が主であり、砥粒切込深さ増大の影響は小さい(押付圧による表面粗さの変化は僅かであるという実験結果がある。)。
図2.押付圧が加工速度に及ぼす影響
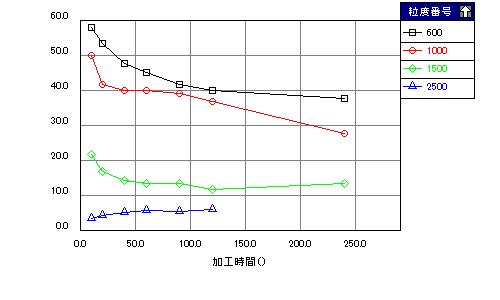
電流密度が加工速度に及ぼす影響
図は、電流密度が加工速度に及ぼす影響を#1500の場合について示す。電解の複合の場合による加工速度の増大は#1000以下の粗砥粒の場合において顕著になり#600で最大になるが、この際の電解溶出量は砥粒による除去量と同じオーダーである。
図3.電流密度が加工速度に及ぼす影響
砥粒粒度が電流効率に及ぼす影響
図は、7.7kPa、100mA/cm2の場合の電流効率の試算結果を示す。#1000以下の場合には、相当数の砥粒の切込み深さが皮膜厚さ以上になり、素地金属が露出する機会が多いのに対し、#2500では皮膜厚さに達する切込深さになる砥粒はほとんどない。#1500と#2500では砥粒による除去速度に差が無いのに(図1)、電流効率にかなりの差を生じているのは、#2500は砥粒切込深さが少ない代わりに作用砥粒数が多く、除去量としては同程度になるためと考えられる。したがって、素地に達する砥粒の擦過直後に加工が終了した個所での皮膜厚さ約30nmまで幅広い皮膜厚さ分布が存在する。
図4.砥粒粒度が電流効率に及ぼす影響
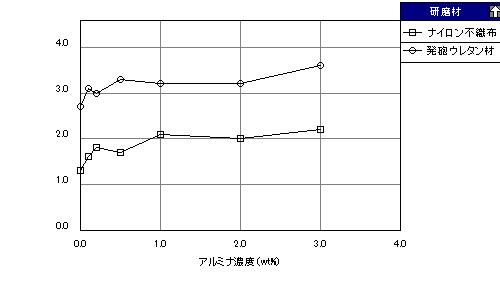
砥粒濃度が加工速度に及ぼす影響
図は、電解が無い場合のアルミナ濃度が加工速度に及ぼす影響を示す。
図5.砥粒濃度が加工速度に及ぼす影響
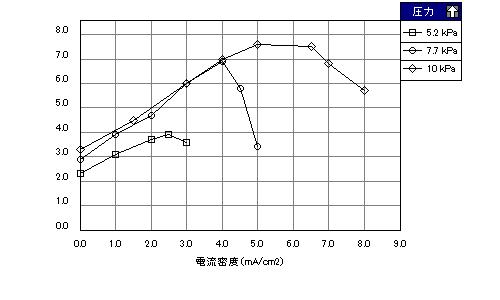
電流密度が加工速度に及ぼす影響
図は、1mA/cm2オーダーの低電流密度領域における加工速度と電流密度の関係を示す。加工速度は電解なしの場合の2倍前後において最大値をとり、同時にピット発生により鏡面に曇りが生じる。ナイロン不織布の場合は100mA/cm2以降も加工速度は一定レベルにあるが、1mA/cm2オーダーの電流密度におけるウレタン材による加工では加工速度が急激に減少し、加工として使い物にならない点で事情が異なる。
図6.電流密度が加工速度に及ぼす影響
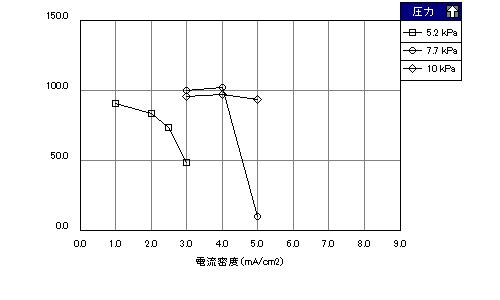
電流密度が電流効率に及ぼす影響
図は、図6に基づく電流効率の試算結果を示す。適正電流密度においては電流効率は100%近い値であるため、加工面の酸化皮膜形成には電解がほとんど寄与せず、皮膜は砥粒擦過に伴う自然酸化膜(厚さ3nm)であることが推測される。また、擦過砥粒のほとんどが皮膜厚さ以上の砥粒切込深さに達していることも電流効率100%であることから推測される。
図7.電流密度が電流効率に及ぼす影響
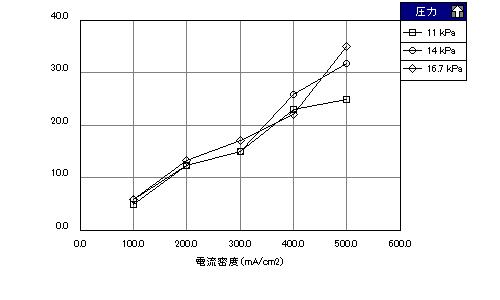
除去速度と電流密度の関係
図は、100mA/cm3オーダーの電流密度領域における加工速度と電流密度の関係を示す。
図8.除去速度と電流密度の関係
電流密度と電流効率の関係
図は、図8の場合における電流効率を試算した結果である。この実験では、電極工具底面のウレタン厚さが5mmのものを使用し、電解液濃度は30%にしていることから、電圧は15V以下でも間に合う。加工速度は電流密度とともに直線的に増大し、500mA/cm3における電解溶出量は砥粒による加工量の約30倍となり、加工量の97%を電解に依存する状態に至る。この際の加工速度は不織布#600の100mA/cm2における値以上である。ナイロン不織布による100mA/cm2での加工の場合の電流効率は#600、#1000の70%-30%に対して、#1500、#2500では10%前後の低レベルになり、砥粒径(砥粒切込深さ)が電流効率を支配している。一方、ウレタン研磨材による100mA/cm2以上での加工における電流効率は20%前後で安定して推移する。両者におけるこの差異は、平均皮膜厚さと砥粒擦過周期の違いから生じる。図8の場合の電流効率は図7の100%よりも低い20%レベルなので、砥粒擦過による素地金属の露出には至らないが、電流効率20%に相当する平均皮膜厚さ(3nm以上10nm未満)を維持できる頻繁な砥粒擦過が、この高能率鏡面研磨を成立させていると考えられる。
図9.電流密度と電流効率の関係
不働体酸化皮膜の厚さと砥粒切込深さの関係
図は各種加工条件において加工面に生じる不働体酸化皮膜の厚さと砥粒切込深さの関係の差異を模式的に示したものである。ナイロン不織布の場合は#2500においては切込深さがごく小さいために皮膜を部分的にしか除去できず、素地金属が露出しないため電流効率は10%未満と低い値に留まる。これに対して、#600では60%近い高い電流効率が得られる(図4参照)。ウレタン研磨材の場合は、1mA/cm2オーダーの低電流密度条件では、電流効率100%という効率的な加工が可能になる(図7参照)。この際には、皮膜厚さが小さいことから、直径1umの遊離砥粒でも素地金属を露出させるのに十分である。しかし、研磨速度自体は、電流密度が約20%でも、100mA/cm2オーダーの加工の場合の方が桁違いに大きくなる。遊離砥粒方式なので、ナイロン不織布の場合よりも遥かに多数の砥粒が擦過することになり、#1500ナイロン不織布レベルの電流効率が得られている。
図10.不働体酸化皮膜の厚さと砥粒切込深さの関係