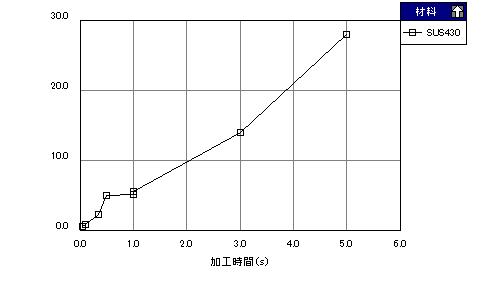
| フェライト系ステンレス鋼のSUS430では、素材表面のスケールを0.01秒でほぼ完全に除去しているのに対し、オーステナイト系のSUS304の場合には、約0.05秒を要している。また、脱スケール後に電解を継続した際の特性をみると、SUS304では秒オーダーの電解を継続してもステンレス鋼本来の金属光沢が維持されるのに対し、SUS430の場合には、アノード電解電流による酸化皮膜(スケール)の形成が次第に盛んになり0.04秒の時点においてかなり顕著になる。なお、この酸化皮膜は上述の短時間電解で速やかに除去されるので、SUS430で長時間の電解(大きな除去量)を必要とする場合には、オンタイム0.03秒以下でのパルス電解を行えばよい。 |
|
|

0s:未加工

0.01s:地肌が僅かに露出
0.02s:地肌が僅かに露出

0.03s:少しスケールが残っている

0.04s:ほぼスケールがとれた

0.05s:完全にスケールがとれた
| 
0s:未加工

0.01s:すこしスケールが残っている。表面は白っぽい

0.02s:ほぼスケールはとれた。表面は白っぽい

0.03s:スケールはとれた。表面は白っぽい
0.04s:少し黒くなった
|
|
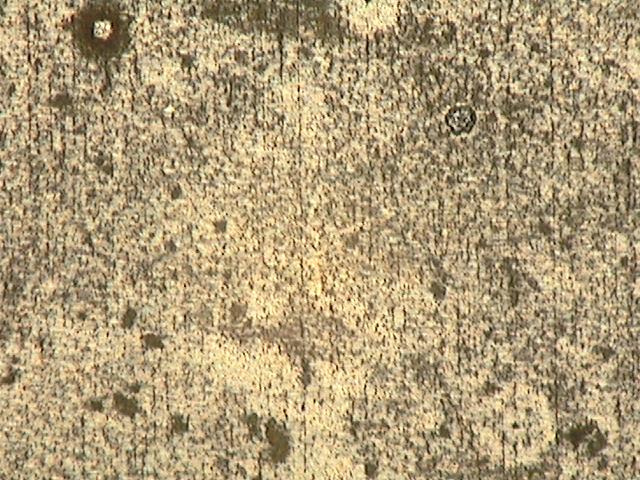
a.SUS304
|
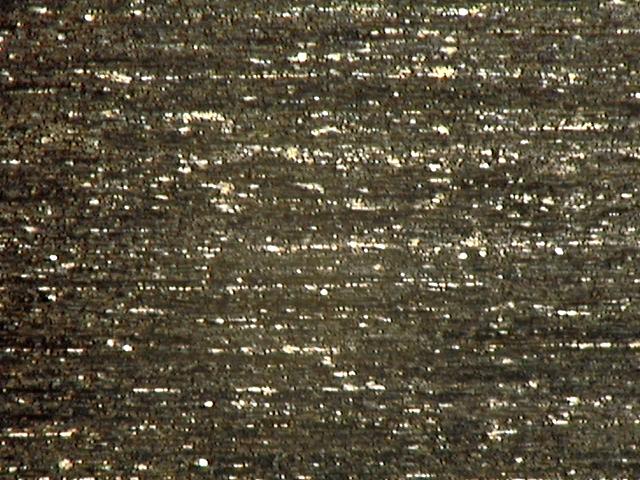
b.SUS430
|
|
|
図1.ステンレスの違いによる脱スケールにかかる時間
|