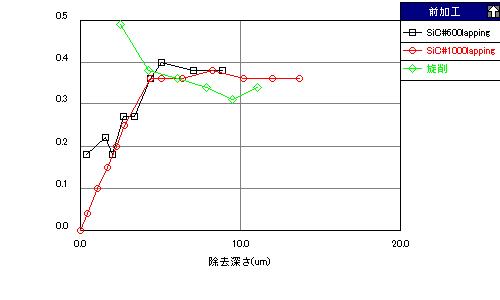
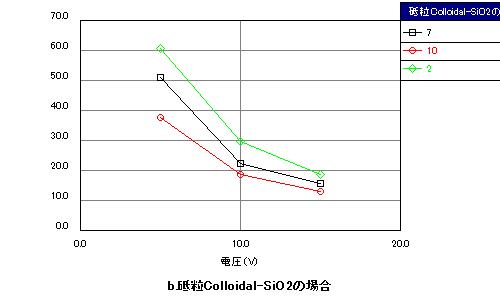
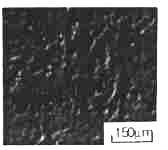
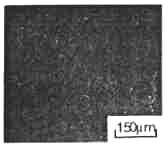
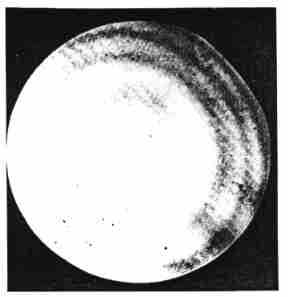
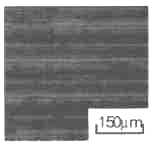
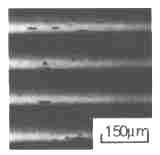
| 研磨加工では、前加工工程による加工変質層がその後の研磨加工の表面精度や、加工効率に影響を及ぼすことがある。そのため本実験においても、まず前加工工程の相違が後の電解砥粒研磨加工の研磨速度や表面粗さに及ぼす影響を調べた。遊離砥粒のSiC#600、#1000によるラッピング面および旋削面の合計3種類の表面状態の異なる試料を作製した。図には旋削面とSiC#600の試料表面を同一条件でCr2O3砥粒による電解砥粒研磨を行った際の表面状態の変化を示す。旋削した試料の初期段階の電解砥粒加工表面は、まず波長の短い微少な凹凸がなくなり、続いてバイトの切り込み幅に相当すると思われる大きなうねりが除去されて平滑化されていく。一方、#600ラッピング加工面では、遊離砥粒による周期性のない表面が徐々に鏡面になっていく。旋削加工面は、Cr2O3による10minの電解砥粒研磨で4.4um除去され一定鏡面になったが、#600遊離砥粒によるラッピング面では、4.3um除去するのに17.5minの研磨時間を要した。 |
|
|
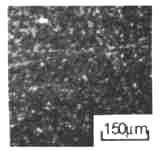
Rmax=4.2um、Ra=0.08um
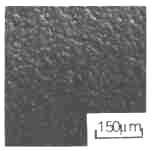
2.5min、1.1um除去

5.0min、2.1um除去
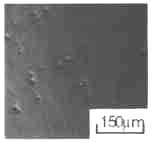
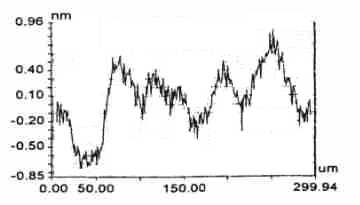
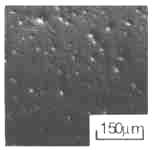
10min、4.4um除去、Rmax=50nm、Ra=2.3nm
| 
Rmax=2.0um、Ra=0.14um
10min、2.0um除去
15min、3.4um除去
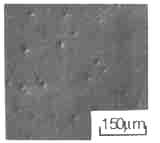
17.5min、4.3um除去、Rmax=40nm、Ra=2.5nm
|
|
a.旋削面
|
b.#600ラップ面
|
|
|
図1.微分干渉顕微鏡による電解砥粒研磨面の表面状態の変化
|