以下のような電解研磨の実験に基づく推奨条件が得られました。
推 奨 条 件
1.被削材
加工対象
加工目標
前加工
熱処理
平面曲面, チタン(Ti1種), JIS工業用1種
形状精度
―
―
2.加工条件
◆ 加工条件 ◆
・加工レベル:—
電解条件
電極材料名
ステンレス
電極形状
280mm diameter
電極その他
―
印加電圧
―
電流
―
電流密度
28.5mA/cm2
電解溶液材料
NaNO3
電解溶液濃度
20wt%
液流量
3L/min
pH
―
加工時間
―
砥粒研磨条件
圧力
31.35kPa
回転数
170rpm
砥粒材質
Colloidal SiO2
砥粒径
0.07um
砥粒量
―
研磨材
研磨パッド軟質二重構造タイプ、不織布パッド
粒度番号
―
研磨材径
―
◆ 装置図 ◆
装 置
分析テーマ「オスカー式研磨機によるチタン材の電解砥粒鏡面研磨」
加工に関わる実験グラフと解説
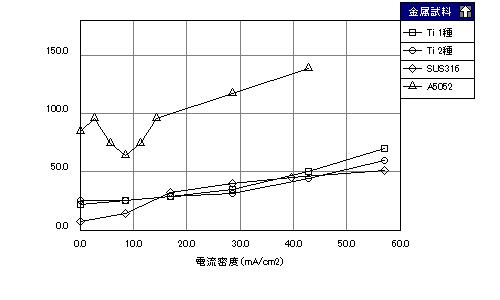
各種金属試料における電流密度と研磨速度の関係
電流密度を変化させて2種類のチタン材を研磨したときの除去速度の変化を図に示す。比較のために同一条件でステンレス鋼SUS316とアルミ材A5052のデータも記した。電流密度0.0A/cm2でSUS316は2種類のチタン材よりも小さい除去速度を示し、A5052は大きな除去速度を示しているが、これは試料の硬度の差が影響しているものと考えられる。しかし、電流密度の増大とともにSUS316の研磨速度はチタン材よりも大きくなることから、チタン材は、SUS316と比較して電解の効果が小さいことが分かった。また、Ti1種とTi2種の間に大きな差異は見られなかった。A5052は電流密度0.5A/cm2付近で除去速度が小さくなっているが、これは電解による硬質な不慟態皮膜が生成したためと考えられる。
図1.各種金属試料における電流密度と研磨速度の関係
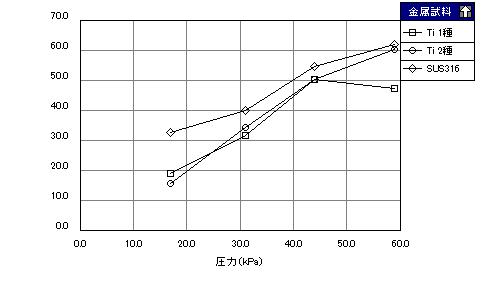
加工圧力が除去速度に及ぼす影響
図は加工圧力が除去速度に及ぼす影響を示す。電流密度を一定にし、加工圧力を17-60kPaの範囲で増大させたとき、チタン材の除去速度は60-150mg/h、SUS316は180-340mg/hに増加し、チタン材はSUS316の1/2程度の除去速度を示した。また、電流密度を変化させて2種類のチタン材を研磨したときの表面粗さの変化を調べた。電流密度0.3A/cm2以下で0.9-2.3nmRa、10nmRyの値が得られた。
図2.加工圧力が除去速度に及ぼす影響
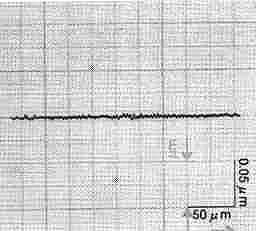
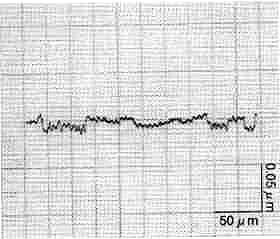
電流密度の変化に対する表面性状(Ti1種)
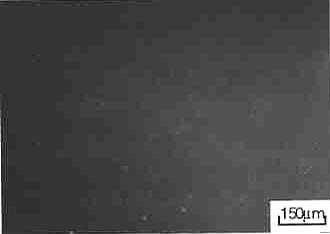
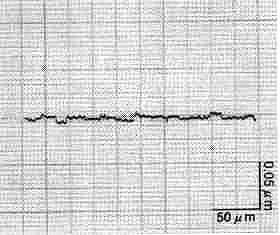
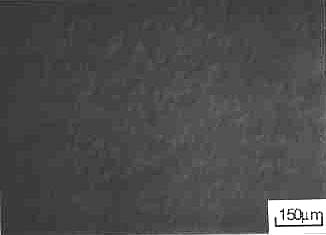
微分干渉顕微鏡による表面性状の評価では、電流密度が0.0A/cm2のとき、わずかではあるが試料表面に結晶粒界が顕在化し、表面荒れが発生する傾向が見られた(図3-a)。1.56A/cm2の電流密度では比較的平滑な表面が得られた(図3-b)。2.3A/cm2の電流密度で加工すると、粒界段差が発生することがあった(図3-c)。粒界段差の発生は、チタン材表面の硬質な不慟態皮膜の除去機構に関係していると思われる。
図3-a 0.0A/cm2加工時
図3-b 1.56A/cm2加工時
図3-c 2.3A/cm2加工時
図3.電流密度の変化に対する表面性状(Ti1種)
結論
オスカー式研磨機を用い、砥粒にコロイダルシリカ、パッドに不織布タイプと軟質二重構造タイプを用い、3.0A/cm2以下の電流密度でチタン材の電解砥粒研磨実験を行い、以下の結果を得た。1)電流密度1.5-3.0A/cm2でチタン材の除去速度は電流密度に対し直線的な関係にあった。2)電流密度0.0-3.0A/cm2で10nmRy・1.5nmRa程度の鏡面を得た。3)軟質二重構造パッドを用いた加工は表面荒れが発生しやすかったが、スクラッチの除去には有効であった。