ダイの上に素板を置き、周辺をしわ抑えで抑えて、素板にパンチを押し込んで円筒を成形する絞り加工する場合、ここでの素板の微小扇形部分に作用する応力を考える。まずしわ押さえで押えられているフランジ部ではパンチの挿入により発生する絞り加工変形により、円周方向応力の圧縮応力σθが発生し、更にそれと釣り合うための半径方向応力σFrがフランジ部の要素に発生する。これが側壁部に伝達されてσwとなりこれと釣り合う応力σPzがパンチ肩の材料に作用する。このσPzと釣り合う力がパンチ荷重Pとなる。
このような加工法により容器が成形されるかどうかの可否はパンチ肩の材料の強度σBとσPzの大小関係で決まる。すなわちσB
>σPzであればフランジ部の材料をダイ穴に引き込むために必要な応力をパンチ肩の強度で支えることができるので、容器を絞ることができる。一方この条件が逆の場合σPzが材料の強度を上回るのでパンチ肩の材料は破断してしまい、容器を絞り成形することはできない。
一方、素板の変形は材料の塑性領域における引張り特性や、加工によって発生する応力の関係で、変形状態や加工のしやすさなどが変わってくる。それらの指標として降伏比、n値、r値φ値などがあり、最大絞り力と関連がある。また破断が発生する変形形状を予測する方法としてのFLDや、絞りの指標としてLDRなどがある。
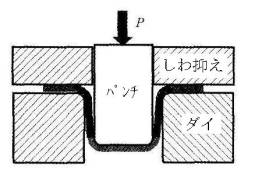 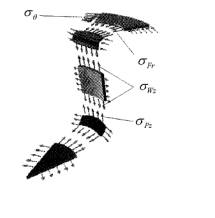
図1絞り成形の応力関係1)
1) 中村和彦、桑原利彦 プレス絞り加工 p13、日刊工業新聞
|