3. レーザ切断品質の評価
レーザ切断品質の評価について考える場合、熱切断品質の評価と共通点があることは容易に推測できる。このような視点でレーザ切断品質を整理する。
3.1 日常的な評価方法と評価項目
基本的には肉眼による外観検査、手触りなどが中心で、検査のための特別な機器は必要とせず、低倍率の照明付きの拡大鏡や適当な長さのスケールとすきまゲージなどがあれば、いつでも、どこでも、適用できる。したがって、迅速に検査結果が得られ、検査頻度も比較的高く取れるので、品質の全体感を掴むのに効果的である。しかし、検査のアウトプットの数値化が困難な面を考慮する必要がある。具体的な評価項目を列記する。
① 切断寸法、形状の確認:指示された寸法、形状、角度などが許容範囲であることを確認する。
② 切断による熱変形の有無:熱変形が許容範囲であることを確認する。
③ 切断部近傍表裏面の付着物の有無:切断面上縁部に数珠上の溶融物の有無、裏面に細かいスパッタなどの付着の有無を確認する。
④ 切断面の平滑度、面あらさ、ドラグラインの確認:切断品質の根幹をなすもので、切断面表面の切欠となるような面の凹凸、ドラグライン(表面から切断が始まり、裏面で終わるが、その間の遅れのこと)の過大や不揃いなどが評価の対象となる。なお、面のあらさは図1を見てもわかるように、切断面の上方と下方であらさが違うので、面のあらさを測定するには、少なくとも2箇所以上(切断面の上方と下方)で測る方が良い。
⑤ 切断面の直角度(テーパー)、切断幅(カーフ)の確認:これも切断品質の根幹をなすもので、被切断材表面に対する切断面の直角度や切断に要する切り幅が評価の対象となる。
⑥ 切断面のスケール(酸化物)の有無:特に無酸化切断の場合は要注意。図1にオーステナイトステンレス鋼の無酸化レーザ切断面を示した。切断面は無酸化でドラグラインも均一で良好といえる。
特別な評価方法と評価項目:切断部についての特別な評価方法が規定されてはいないので、必要に応じて例えば、割れ感受性の高い材料の場合や複雑な切断形状で形状不連続な部分がある場合等は、適当な非破壊検査を併用すれば良い。レーザ切断がオーステナイトステンレス鋼の薄板等に多用されていることを考慮すると、浸透探傷試験などは簡便且つ有効な試験法と云える。さらに、必要に応じて、溶接部に要求されるような機械試験、化学試験、金相試験、破壊じん性試験、溶接性試験などが考慮されれば良い。
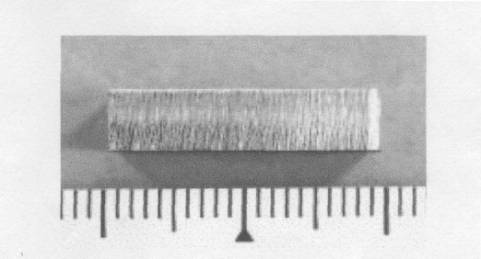
図1
無酸化レーザ切断層1)
|