初層を溶加材ありで溶接を行う。確実に裏波を出せるので実用向きである。
| 層数 |
溶接電流(A) |
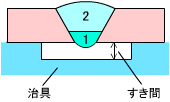
積層図 |
溶接上の注意 |
| 1 |
70〜80 |
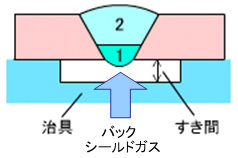  |
- 初層に溶加材ありの場合、溶融池と開先の溶け具合から、溶加棒を調節して供給し、裏ビードの形成をさせる。
裏波形成はルート間隔、溶接電流、アーク長、溶加材の供給法が重要である。
- 仕上げ層は、溶加材の供給量を調整して、良好なビード高さ及び幅になるように運棒(トーチ及び溶加材)操作する。
|
| 2*) |
80 |
注)
溶接変形を抑えるため、溶接による加熱は抑えること |
*)特にトーチ操作の難しい仕上げ層についての動画を以下に示す。下の動画では3層溶接となっており、上と溶接条件は異なるが、熟練者のトーチ操作テクニックを参照のこと。
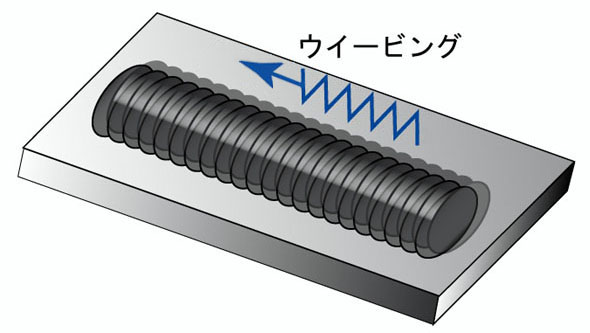
ティグ溶接では片方の手で溶接トーチ側を操作し、もう片方の手で溶加棒を送給する。良好なビード外観を形成させるため、溶融池の形状に注目して、アーク長とウィービング幅、溶加棒の挿入位置と、棒の送り速度などの連携する操作を会得のこと。
JIS溶接技術検定シリーズ6「JISステンレス鋼溶接TIG編(TN-F・TN-P)」
(一般社団法人愛知県溶接協会編,産報出版(株))より50秒抜粋